FLIR热像仪保障菲亚特汽车质量始终如一
汽车在保持高效利用燃油的同时,也必须保持动力强劲。为了实现上述目标,现代汽车面板采用表层金属和底层结构粘胶层结合制成。各层材料通过感应结构粘接在一起。
但这是一个复杂的过程。温度必须刚刚好,粘合剂才能发挥正常作用。为确保粘合顺利进行,菲亚特(FIAT)开始在粘合过程中使用FLIR红外热像仪提供自动反馈。
为确保驾驶员和行人的安全性,汽车外部的柔韧性受到严格安全要求的限制。目前,汽车行业为达到这些要求的方法是将轻金属表面与利用化学成分进行精密粘合相结合,赋予引擎盖边缘以刚度,同时维持引擎盖中心的弹性。这有助于保持汽车结构的刚性,同时保持汽车外部部件灵活性,以避免万一发生交通事故时伤到行人。
将两种材料结合在一起的过程称作粘合。为了将塑料和金属粘合在一起,粘合剂温度必须在150℃-180℃范围内。现代汽车制造商使用一种称之为电磁感应的方法以达到要求的温度。使用一种电磁体,导电物体(这里指金属层)中会产生一种所谓的‘涡电流’。金属的电阻引起生热。
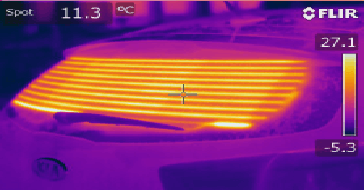
在数秒内升温到180 °C
通过热传导,组件金属层能在仅仅数秒内升温到要求的温度。金属表面的热量使结构胶粘剂能够达到预聚合温度,经历从粘稠状态到固体状态的变化,并在该过程中粘合金属层。
完成该过程的时间不尽相同,这取决于采用的粘合剂类型和所需粘合接头的数量。通常,从开始到结束大概需要40至45秒。
但是,像所有其它过程一样,可能会出现错误。如果出于某种原因,一个或多个粘接点的温度不在粘合剂正常起作用的温度范围内,即过高或过低,这会导致组件的缺陷。
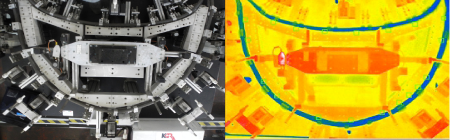
使用A系列热像仪进行质量控制以确保良好的粘合效果
菲亚特(FIAT)正寻找一种在生产工艺全面运转时确保粘合剂正常起作用的方法。意大利公司Inprotec就提供这种解决方案:利用FLIR A615红外热像仪进行高质量检测。
Inprotec于1992年成立于米兰,作为用于工业安全应用领域的高科技设备的经销商。很快,Inprotec的专业人士意识到热成像技术的潜力巨大,于是这家公司成为了FLIR产品官方授权经销商。现在,Inprotec集团不仅在米兰拥有区域办事处,而且在罗马、西西里和阿尔及利亚设有办事处。
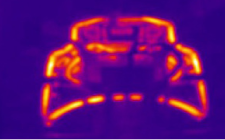

FLIR A615红外热像仪精确可靠,能检测到小至0.05℃的细微温差,生成分辨率为640×480像素的热图像。如果感应加热过程未达到合适的温度,将会发出自动报警,警告操作人员。因为如果未达到温度要求粘接会失败,这种情况下必须丢弃部件。
Inprotec热成像部门销售总监Roberto Ricca对FLIR A615红外热像仪的质量非常满意。“这款热像仪提供这种类型应用所需的详细热数据。”
软件
利用FLIR软件开发套件,Inprotec开发出使用FLIR A615进行感应过程热采集所需的接口。采集的热数据存储在服务器上,用于汽车引擎盖生产质量追溯。Inprotec技术人员将红外热像仪插入硬质保护外壳中,并安装一台风扇防止烟雾弄脏红外热像仪的镜头。与受测部件保持4m距离,以便装载和卸载部件期间进行自动机械臂处理。人性化的触摸屏用户界面使工厂操作人员能够简单快捷地进行操作。
GigE以太网连接
“红外热像仪的全辐射监控录像通过GigE以太网连接传输至电脑,”Ricca继续道。GigE Vision是使用千兆以太网通信协议开发的全新热像仪接口标准。GigE是允许使用低成本标准电缆长距离、快速传输图像的标准。利用GigE Vision,来自不同供应商的硬件和软件能无缝协作。
感应设备制造商KGR技术部经理Marco Simioli对FLIR A615红外热像仪非常满意。“凭借FLIR A615系统,我们能够达到生产线的良好性能。热数据使我们能够评估和优化加热过程。报警有助于操作员排除不符合要求的部件,以便采取纠正措施,确保生产线正常运行。”
系统可调整供未来使用
电脑将16个或更多位置的温度读数与之前确定的参数进行比较。如果检测的温度值过高或过低,将会发出报警。据Ricca称,用户可十分容易地添加额外测量点。“这是一个重要特性,因为该系统灵活性强,可经调整用于未来的汽车型号。”
每款新车型包括更多数目的粘合接头,Ricca解释道。“这使得可靠、经济实惠的质量检测成为维持高质量和高生产率的更重要因素,使用FLIR A615红外热像仪进行自动质量检测使之成为可能。”